Minimum Stock: Formula, Variants and Practical Example
Calculate minimum stock with three formulas, step-by-step examples and a clear distinction from safety stock, for stable, fluctuating and seasonal items.
Minimum stock = safety stock = iron reserve. Three names for the same thing: the buffer quantity that always stays in the warehouse.
Which formula fits depends on what fluctuates: lead time, consumption, or both.
For stable conditions, a base buffer of 1–2 days of consumption is enough.
Minimum stock ≠ reorder point. The reorder point triggers the order and sits higher.
First step: review daily consumption and lead time from the last 4–8 weeks, then pick the matching formula.
The number in the system looks fine. The shelf is almost empty. This contradiction is familiar in almost every business that runs a stockroom, whether in retail, production, or maintenance. And it usually shows up exactly when it fits worst: a job is running, the supplier won't deliver until the day after tomorrow, and the stock that should have lasted four days according to the system has been gone since yesterday.
This is exactly what minimum stock exists for, also known as safety stock or iron reserve. It is the buffer quantity that should always sit in the warehouse, protecting against delivery delays, demand fluctuations, and planning inaccuracies. Anyone who calculates it correctly has a clear signal: if stock falls below it, you must act immediately.
This article shows how to calculate minimum stock, which formula fits which item, and why minimum stock and safety stock mean the same thing.
What is minimum stock?
Minimum stock is the reserve quantity that your warehouse holds permanently and should not touch. It is not a target and not a forecast, but a buffer against delivery delays and unexpected extra demand.
In logistics and business literature, from the Gabler business dictionary to standard works such as Tempelmeier's "Bestandsplanung" (University of Duisburg-Essen), several terms are used synonymously:
All describe the same thing: the quantity kept as a buffer in the warehouse, consumed only in emergencies. In trades and SMBs, "minimum stock" is most common; in academic logistics and supply-chain literature, "safety stock" dominates. Functionally, the terms are interchangeable.
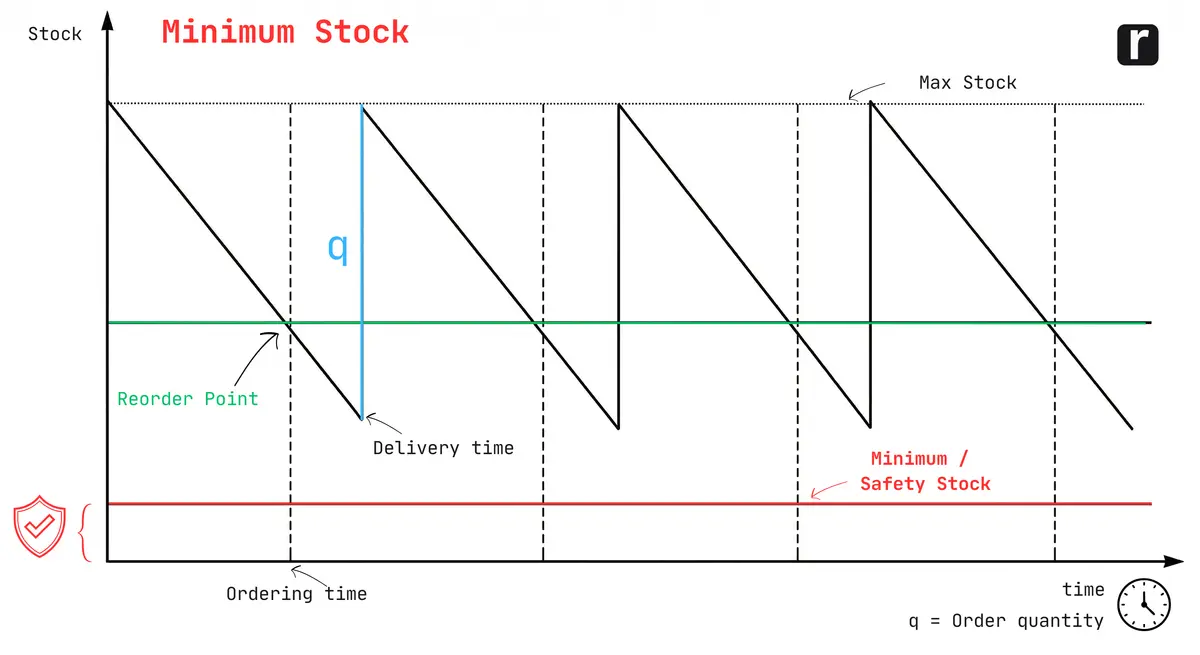
The distinction that matters is to the reorder point: the reorder point sits higher and also includes the average consumption during lead time. Minimum stock only contains the buffer.
Minimum stock is one of three key figures that work together:
Minimum stock → reserve, do not touch
Reorder point → reorder trigger, sits above minimum stock
Maximum stock → upper limit against overstock and unnecessary tied-up capital
The system only works when all three values fit together and are stored in the inventory system.
The minimum stock formula: 3 variants
Minimum stock protects against deviations from the norm: delivery delays, higher consumption than expected, or both at once. Which formula fits depends on what fluctuates.
Variant 1: Lead time buffer (fluctuating lead times)
When the supplier occasionally takes longer than planned:
Lead time buffer
Minimum stock = avg. daily consumption × maximum delivery delay
Maximum delivery delay = maximum lead time minus normal lead time, in working days.
Example
A production business consumes 20 cartridges of adhesive per day. The supplier normally delivers in 5 days, in the worst case after 7.
=Minimum stock = 20 × (7 − 5) = 40 cartridges
Those 40 cartridges are the buffer for 2 possible days of delay. The corresponding reorder point (the order trigger) sits above it: daily consumption × lead time + minimum stock. The full derivation with a worked example is in the guide on calculating the reorder point. If stock drops below those 40 cartridges, the safety buffer is gone.
Variant 2: Consumption buffer (fluctuating consumption, stable lead time)
When consumption varies by season or project, but the supplier is reliable:
Consumption buffer
Minimum stock = (peak consumption − avg. consumption) × avg. lead time
Example
A trading company sells 50 units per day on average, up to 80 in peak periods. The lead time is consistently 5 days.
=Minimum stock = (80 − 50) × 5 = 150 units
Variant 3: Combined buffer (both fluctuating)
When both consumption and lead time are unreliable, variant 2 is no longer enough. The buffer must cover two effects at the same time: higher daily consumption than usual and longer lead time than usual. The full formula:
Combined buffer
Minimum stock = (peak consumption × maximum lead time) − (avg. consumption × avg. lead time)
Example
Same trading company (avg. 50 units/day, max. 80), but now lead time fluctuates too: normally 5 days, max. 6.
The difference from the simpler variant 2: variant 2 only captures extra daily consumption across the maximum lead time. Variant 3 additionally accounts for the extra consumption caused by the longer lead time itself, even when daily consumption stays normal.
This variant is the most conservative and fits critical items where an outage cannot be tolerated.
Special case: stable conditions
If consumption and lead time are constant and the supplier is fully reliable, the theoretical minimum stock is zero. In practice, a base buffer of 1 to 2 days of consumption is still recommended, as a reserve for short-term exceptions.
Step by step: calculating minimum stock
Before applying a formula, you need three input values.
1. Determine daily consumption
Take consumption from the last 4 to 8 weeks and divide it by the number of working days. That gives the average. For items with strong fluctuation, also note the maximum daily consumption.
2. Determine lead time
How long does it take from placing the order to goods receipt? Check this against your last 5 to 10 orders. Note both the average and the maximum lead time: you need the latter for the extended formula.
3. Pick the formula and calculate minimum stock
Lead time fluctuates → lead time buffer: avg. daily consumption × maximum delay
Consumption fluctuates, supplier reliable → consumption buffer: (max. − avg. daily consumption) × avg. lead time
Both fluctuate → combined buffer: (max. daily consumption × max. lead time) − (avg. daily consumption × avg. lead time)
Everything stable → base buffer: 1–2 days × avg. daily consumption
4. Derive the reorder point
With the minimum stock, you can directly calculate the reorder point, the level at which you reorder:
Reorder point = avg. daily consumption × avg. lead time + minimum stock
Example
For the production business from variant 1 (20 cartridges/day, 5 days lead time, 40 cartridges minimum stock):
=Reorder point = 20 × 5 + 40 = 140 cartridges → reorder immediately at 140 units
5. Enter both values and set triggers
Minimum stock and reorder point must be stored per item in the system. When the reorder point is undercut → order. When the minimum stock is undercut → alert.
Which formula fits when?
Situation
Recommended variant
Everything stable, supplier reliable
Base buffer: 1–2 days × avg. daily consumption
Supplier occasionally late (1–3 days)
Lead time buffer: avg. daily consumption × maximum delay
Consumption fluctuates, lead time stable
Consumption buffer: (max. − avg. daily consumption) × avg. lead time
Both fluctuate (consumption + lead time)
Combined buffer: (max. daily × max. lead time) − (avg. daily × avg. lead time)
Critical item, outage not tolerable
Combined buffer with conservative maximum
What happens when minimum stock is undercut?
Minimum stock is a warning threshold, not a catastrophe line. When it is undercut, you still have material in the warehouse, but the buffer is gone. From that point on, every further withdrawal without secured replenishment is a risk.
The typical escalation chain:
Stock drops below the reorder point → regular reorder trigger, place order
Order doesn't arrive in time → minimum stock (safety buffer) is undercut
Buffer consumed, no delivery → shortages, delivery stop, production interruption
Depending on the business and the item, the consequences differ in severity. In production, a material shortage means a stoppage. In retail, empty shelves and lost revenue. In maintenance, a critical asset that cannot be repaired.
The right response when minimum stock is undercut:
Trigger an express order with the main supplier
Check alternative suppliers (the list should ideally be maintained in advance)
Restrict and prioritize internal consumption for this item
Review the minimum stock afterwards: was it set too low?
And after that: adjust the minimum stock. An undercut is almost always a signal that the calculated value no longer matches reality, because the supplier has slowed down, consumption has risen, or the item structure has changed.
Minimum stock in daily work: manual vs. automatic
Minimum stock is only as good as the system that monitors it, together with the reorder point that sits above it.
Manual: You or your team regularly check stock levels against both thresholds: reorder point reached → place the order, minimum stock undercut → escalate. This works for a small number of items and stable conditions. The downside: it costs time, and missed checks directly lead to shortages.
With software: An inventory management system stores both values per item and distinguishes the triggers. When the reorder point is reached, replenishment is placed automatically. When minimum stock is undercut, a warning is raised. This becomes the decisive difference as the number of items grows: no item slips through because a manual check was missed.
The software also provides the stock history that lets you read daily consumption and lead time fluctuations directly: the basis for continuously sharpening both minimum stock and reorder point. repleno uses this logic for replenishment alerts.
Why minimum stock and reorder point must not be equal
Technically, many systems let you set minimum stock and reorder point to the same value. In practice, you sabotage the function of the minimum stock by doing so.
Example: daily consumption 20 units, lead time 5 days, minimum stock 40 units. If the reorder point is also 40, you only order once the safety buffer has already been reached. While the order is on its way, another 100 units are consumed. On paper, stock drops to −60; in reality, you're in a stockout mid-lead-time. The buffer was never a buffer.
Correct: reorder point = avg. daily consumption × avg. lead time + minimum stock. In the example: 20 × 5 + 40 = 140. At 140 units you order; while the delivery is in transit, stock drops at most to 40 (the minimum). If the supplier is late or consumption spikes, the safety buffer absorbs it.
Anyone who sets both values equal effectively pushes safety stock to zero, and only notices when the first real shortage hits.
Minimum stock is a safety buffer, not a reorder point. The formula depends on what fluctuates. For fluctuating lead times: avg. daily consumption × maximum delivery delay. For fluctuating consumption: (peak consumption − avg. consumption) × avg. lead time. Example: 20 units daily consumption, max. 2 days delay → minimum stock = 40 units.