Reorder point = daily consumption x lead time + safety stock. Reached: reorder immediately.
Electrical contractor: 15 rolls/day x 5 days + 30 buffer = 105 rolls reorder point.
Minimum stock separate: daily consumption x delay days. HVAC example: 20 x 2 = 40 units.
Maximum stock = safety stock + order quantity. Example: 30 + 200 = 230 rolls.
Adjust values at least quarterly, immediately after any supplier change.
Monday morning, 7:15 AM. Your electrician is on site and needs NYM cable. The warehouse: empty. Nobody reordered. So: emergency run to the wholesaler, 45 minutes there, 45 minutes back. The electrician waits. The client waits. And you pay double: travel costs plus one hour of downtime.
According to a study by OneQrew, 42 percent of trade businesses say that monitoring delivery dates alone eats up significant time. The real cause: nobody knows when to reorder. The solution is the reorder point.
What Is the Reorder Point?
The reorder point (also called order point) is the stock level at which a reorder is triggered. No reorder point = no system = gut feeling. And gut feeling works until the first stockout.
Three inventory metrics define your stock management:
Minimum stock (iron reserve): The buffer that should never be touched. Catches delivery delays.
Reorder point (order point): The stock level at which you reorder. Always sits above the minimum stock.
Maximum stock: The most your warehouse should hold. Above that, you tie up capital unnecessarily.
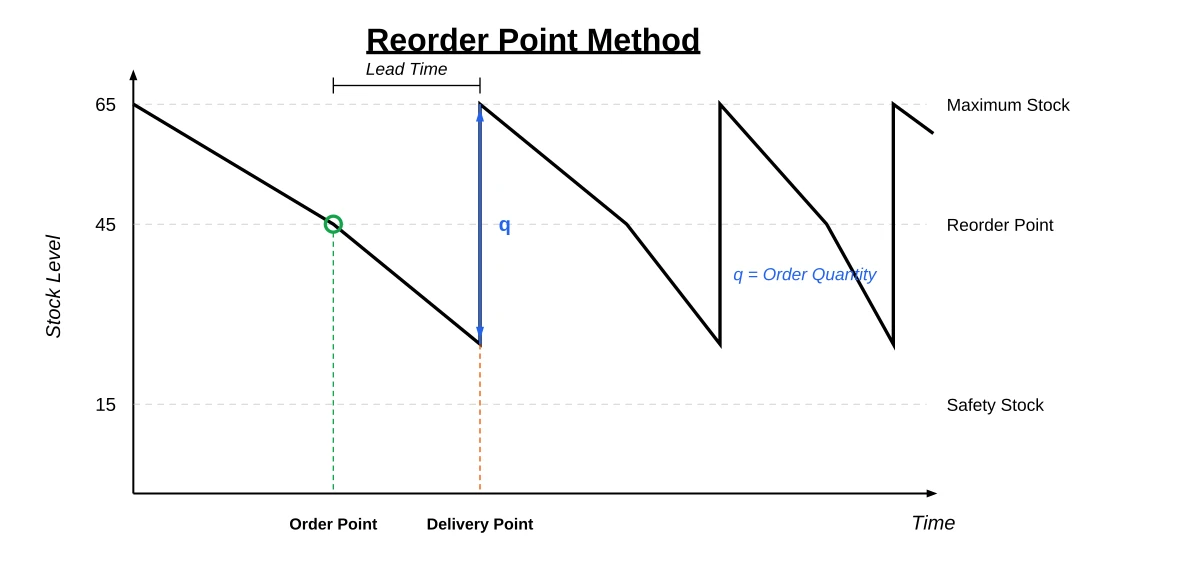
The interplay is simple: when stock drops to the reorder point, you reorder. The goods arrive before the minimum stock is reached. Your inventory fluctuates between the reorder point and the maximum stock, without ever running out of material. The IHK Akademie Schwaben puts it clearly: "Professional and efficient warehousing is a decisive competitive advantage. Nobody can be solely responsible for it, since practically all departments share responsibility for stock levels."
The 3 Inventory Formulas at a Glance
Minimum stock, reorder point and maximum stock build on each other. One formula per metric, a clear purpose, a concrete worked example:
Metric
Formula
Purpose
Worked Example
Minimum stock
Daily consumption × safety factor (days)
Buffer, never to be touched
20 × 2 = 40 units
Reorder point
Daily consumption × lead time + safety stock
Trigger for reordering
15 × 5 + 30 = 105 coils
Maximum stock
Safety stock + optimal order quantity
Upper limit the warehouse should hold
30 + 200 = 230 coils
Order of operations: set the minimum stock first (the buffer), then build the reorder point on top (the trigger), finally check the maximum stock (the ceiling). Anyone who sets the reorder point without knowing the minimum stock is guessing two of the three variables.
The Formula: Calculate the Reorder Point in 3 Variables
Reorder Point = Daily Consumption x Lead Time + Safety Stock
Three variables, one formula. No higher mathematics, but every variable must be accurate:
1. Daily consumption (units per working day)
The average consumption of an item per day. Not the maximum, not the minimum: the average over a representative period (and no, "roughly 10 units" is not enough). If you want to calculate your daily consumption correctly, you need data from at least 4 to 8 weeks.
2. Lead time (in working days)
The time between placing the order and receiving the goods. Not the lead time printed in the catalogue. The actual, measured lead time across your last orders. Two days according to the quote, but regularly four? Then you calculate with four.
3. Safety stock (minimum stock)
The buffer for everything that can go wrong: supplier delivers late, consumption spikes unexpectedly, goods arrive damaged. The less reliable the supply chain, the higher the safety stock.
Worked Example: Reorder Point for an Electrical Contractor
An electrical contractor with 6 employees regularly installs NYM-J 3x1.5 cable. The numbers:
Daily consumption: 15 coils per working day (average over 6 weeks)
Lead time: 5 working days (actually measured, not from the catalogue)
Safety stock: 30 coils (2 days buffer for delivery delays)
Plugging into the formula:
Reorder point = 15 x 5 + 30 = 105 coils
As soon as stock drops to 105 coils, a reorder is placed. The new delivery takes 5 days. During those 5 days, the business uses 75 coils (15 x 5). That leaves 30 coils as buffer. If the delivery arrives on time, the safety stock is never touched.
And the maximum stock? Assume the optimal order quantity is 200 coils:
Maximum stock = safety stock + optimal order quantity = 30 + 200 = 230 coils
The logic: you reorder at 105 coils. During the 5-day lead time, you consume 75 coils (15 x 5). When the delivery arrives, you have 30 coils left in the warehouse plus 200 new ones. That tells you: your warehouse needs space for a maximum of 230 coils of this cable type.
Minimum Stock: Foundation of the Reorder Point
The minimum stock is the buffer that is never touched. Without minimum stock, the reorder point has no foundation.
Minimum stock = daily consumption × safety factor (in days)
The safety factor is typically 1 to 3 days, depending on delivery reliability.
Practical Example: Minimum Stock for Screws in a Plumbing Business
A plumbing business with 4 technicians uses M8 stainless steel screws daily. The baseline:
Daily consumption: 20 units per working day
Lead time: 3 working days
Safety factor: 2 days (supplier occasionally delivers one day late)
Minimum stock = 20 × 2 = 40 units
As long as at least 40 screws are in stock, the business keeps working even with two days of delay. The reorder point for these screws sits higher:
Reorder point = 20 × 3 + 40 = 100 units
At 100 screws a reorder is placed, 60 are consumed during the 3-day lead time, 40 remain as buffer.
Safety stock is the variable where most businesses get it wrong. Too low: material runs out despite the reorder point. Too high: capital sits idle in the warehouse and warehouse costs rise.
Simplest method: daily buffer. Your supplier is late by an average of 2 days? At 15 units of daily consumption, that is 30 units of safety stock. Does the supplier deliver reliably on the day? Then a half-day buffer is enough.
Three factors determine the level:
Supplier delivery reliability: A supplier who regularly delivers late requires more buffer. Measure actual delivery reliability over 3 to 6 months.
Consumption fluctuations: Seasonal businesses (heating installers in winter, roofers in summer) need more safety stock during peak season.
Criticality of the item: Without NYM cable, the job site stops. Without cable ties, it does not. Adjust the buffer to match the consequence of a missing part.
The fact is: safety stock is not a static value. Supplier changes = check the buffer. Season starts = check the buffer. Anyone who does not do this is calculating with yesterday's numbers.
Reorder Point Without Lead Time? When the Short Formula Is Enough
Sometimes the lead time is practically zero: you pick up material yourself from the wholesaler, or your supplier has a consignment warehouse on site. In these cases, the formula simplifies:
Reorder point = safety stock
You reorder as soon as only the buffer remains. This works as long as pickup or resupply is actually possible on the same day.
In practice, a lead time of zero is rare. Even a trip to the wholesaler costs time. And every hour an employee spends fetching material instead of working on site costs real money. That is why it almost always pays to use the full formula.
From Theory to Practice: Implementing the Reorder Point in Your Business
91 percent of trade businesses see optimized warehousing and logistics as the biggest advantage of digitalization (ZDH/Bitkom, 2017). Yet most still rely on gut feeling instead of metrics (because "we know what we need"). The formula is the easy part. Implementation makes the difference.
Step 1: Identify the Right Items
Not every item needs a reorder point. Focus on A and B items: material that is consumed regularly and where a stockout has direct consequences. Screws, cable, fittings, pipe clamps. For the specialty item you need twice a year, a simple reminder is enough. Anyone who systematically organizes their warehouse quickly recognizes which items need a fixed reorder point.
Step 2: Document Consumption
Without data, no reorder point. You need actual consumption over at least 4 weeks. Businesses tracking stock on paper can record this manually. Digitally, it is faster and more accurate. Dominik Hartmann, CEO of OneQrew, puts it bluntly: "In this situation, no business can really afford to have employees sacrifice their valuable time to laboriously research alternative items online or phone around to different dealers" (Dominik Hartmann, CEO OneQrew, 2023).
Step 3: Measure Lead Times, Do Not Estimate
Catalogue lead times are marketing promises. Measure the actual lead time across 5 to 10 orders. The average is your calculation value. The worst case determines your safety stock.
Step 4: Set Up Monitoring
The reorder point only works if someone (or something) monitors the current stock level. Manually, that means: regular warehouse checks. If you want to automate the process, you set up automatic alerts when stock drops below the reorder point.
Step 5: Adjust Regularly
Consumption changes. Suppliers switch. Order volumes fluctuate. The reorder point you calculated in January may no longer fit in July. Review your values at least quarterly. After every supplier change, immediately.
Monitoring the Reorder Point: Excel, Software or Automation?
Three approaches in practice:
Excel spreadsheet (manual). Works for 10 to 20 items, as long as someone maintains it. Problem: Excel does not alert you, you have to actively check. Comparison: Excel vs. digital tools.
Dedicated inventory software. Monitors stock automatically, alerts on breach. For >20 regularly consumed items the more practical route.
Automatic reordering. System triggers the order with the stored supplier. Especially for C-parts (screws, small parts) the biggest time saver.
Some form of monitoring must exist. The best reorder point is useless if nobody is tracking it.
Setting up your reorder point: the next step
The formula daily consumption x lead time + safety stock takes 30 seconds to calculate. The real effort lies in the three variables: measuring consumption cleanly, estimating lead times realistically, not setting safety buffers based on gut feeling.
Businesses that calculate the reorder point properly for their 10 to 20 most important items and adjust regularly order late less often. That saves emergency runs, downtime and everyone's nerves.
The next step: take your 5 most critical consumables and calculate the reorder point. Daily consumption, lead time, safety stock. Three numbers per item. In 15 minutes, you have a system that makes the difference between "material missing" and "material ready."
Frequently Asked Questions About the Reorder Point
The minimum stock (also called safety stock or iron reserve) is the buffer for delivery delays. A common formula: minimum stock = average daily consumption x average delivery delay in days. Alternatively, you calculate 1 to 3 days of additional consumption, depending on your supplier's reliability.